


Technologies for the fishing industry
- Fishing, fish-processing and reefer vessels
- Fish-processing enterprises
- Cold stores and freezer warehouses
- Specifics of refrigeration in the fishing industry
- Up-to-date approaches to improving the energy efficiency of equipment
Fishing, fish-processing and reefer vessels
According to the International Maritime Organization (IMO), the global fleet is made of approximately 4.6 mln fishing vessels. Only 64,000 of them are motor vessels with a minimum overall length of 24 meters designated for operation in the high sea.
Refrigeration equipment for fishing, fish-processing vessels and freighters
| Type | Duration of catching | Refrigeration equipment |
|---|---|---|
| Small boats | Several hours | Usually do not have refrigeration equipment, but load ice onshore |
| Medium and large commercial vessels | Up to two weeks | Refrigerated seawater tanks, ice makers |
| Large fishing trawlers | Up to several months | Full range of equipment for fish storage and processing, including blast and plate freezers, refrigerated seawater tanks, and ice makers |
| Reefer vessels | Do not fish. Only carry fish from fishing vessels to dockyards | Low-temperature refrigeration plants in the refrigerated hold to store frozen cargo |
| Fish-processing vessels | Equipped for processing and freezing fish caught by fishing trawlers | Full range of equipment for fish storage and processing, including blast and plate freezers, refrigerated seawater tanks, and ice makers |
Refrigeration technologies used at vessels of the fishing industry
- Brine circulation cooling is applied for fish immersed into a tank with saturated brine and then stored in that tank or the refrigerated hold. The brine is cooled with chillers down to -20°С.
- Cooling in a tank with refrigerated seawater means refrigeration of seawater down to its freezing point (approximately down to -2°C) before putting caught fish on ice in a hot climate. Seawater is cooled by chillers or melting ice.
- Plate freezing of fish fillet means freezing the product on trays located between freezing plates with refrigerant evaporators. Fillet is frozen through contact with freezing plates.
- Blast freezing of large pieces and whole fish means blowing the product with the air of -40°C … -70°С.
- Air cooling is used at various steps of fish processing and storage. To store frozen fish in the cold hold air temperature should be approximately -25°C.
At vessels, centralized and autonomous refrigeration is applied. The autonomous refrigeration is mostly used at large fishing trawlers, and the centralized refrigeration pump systems maintain the temperature at two levels: approximately -38°C for freezers, and -8°C for other needs.
For air cooling, direct expansion (DX) plants are used.
Refrigerants used at vessels in the fishing industry
As of June 2016, up to 70% of the fishing fleet used ozone-depleting HCFC-22 with high global warming potential (GWP), according to the Technology and Economic Assessment Panel (TEAP).
Vessels built in the last twenty years use ozone-safe refrigerants with large GWP: R-404A and R-507.
New or upgraded vessels are equipped with ammonia and cascade NH3/CO2 refrigeration systems.
Fish-processing enterprises
For onshore fish-processing the same technologies and equipment are used as onboard: blast and plate freezers and air coolers. Dimensions of refrigeration equipment of onshore enterprises may vary greatly and are not so strictly limited as onboard, so higher performance is reached.
Typical refrigeration systems used at onshore fish-processing enterprises
Cold stores and freezer warehouses
In the refrigerating industry facilities from tens to thousands of cubic meters exist.
At cold stores, products are kept at a temperature from -1 to +12°C.
At freezer warehouses, products are kept at a temperature below -18°C.
Cold stores and freezer warehouses are mostly equipped with direct expansion systems consisting of a condenser, evaporator, compressor, expansion valve controls, and safety devices.
Refrigeration systems by usage
Specifics of refrigeration in the fishing industry
Refrigeration in the fishing industry represents a continuous cold chain where products are kept at low temperatures from fishing till consumption.
The sector needs are covered by various refrigeration equipment of different designs.
Onboard refrigeration systems should be resistant to corrosion, vibrations, and rocking. Condensers chilled with seawater should withstand both seawater and refrigerant. Shell-and-tube condensers of systems designed for synthetic refrigerants may be made of copper-nickel alloy. Copper is not compatible with ammonia, so for ammonia systems, heat exchangers are made of titanium that is resistant to seawater too.
Onshore refrigeration equipment does not need to comply with restrictions connected to corrosion, vibrations, and rocking. Since there are no strict limitations of dimensions, higher performance may be reached.
Ice makers
Most ice used to cool caught fish at vessels or onshore enterprises is produced by ice makers.
Onboard ice makers make ice that does not need to be fragmented (flake, snow) and slurry ice (pumpable ice), i.e. the mix of supercooled salted or seawater and microcrystals of ice (up to 0.01 mm).
Slurry ice does not inflict mechanical damage and thermal burns to fish which may occur in case of crushed or flake ice, covers the whole fish, and removes all the heat from its surface.
Ice makers are designed with a separate evaporation unit or as a packaged unit. The standard devices of an ice maker are a compressor (usually reciprocating one), expansion valves, etc.
Onboard ice makers are usually protected from seawater and rocking.
Refrigerants used in ice makers are either synthetic R-22, R-404A, R-507A, etc., or natural (ammonia, carbon dioxide).
Freezers
For long storage, fish is frozen in the air and plate freezers down to -35 … -45°С.
Plate freezers
Plate freezers are used for freezing regularly shaped blocks of similar weight with one or two plates. In a double contact freezer, a box with the refrigerated product is placed between the evaporating plates which compress and contact with the product. In a contact freezer only the lower evaporating plate contacts with the product blown from above by cold air.
Both horizontal and vertical plate freezers are equipped with evaporating plates against which the frozen product is pressed. In horizontal freezers, the horizontal plates form a series of shelves, and the product to be frozen is placed on them. When the plates are arranged in a vertical plane they form a series of bins where the product is placed by a fish pump or belt loader. After freezing the freezer is unloaded when the hydraulic mechanism moves plates apart.
Onshore plate freezers can be designed as a packaged unit with all components installed on the frame or a traditional split unit with a compressor and condenser installed on separate frames and connected with manifolds.
The hydraulic cylinders of onboard freezers are installed next to the plates to minimize height. To reduce the size of onboard freezers, the casing has no or only thin insulation, doors are not used or are replaced with manually or electrically driven curtains. Most plate freezers are of pump refrigerant feed type.
Plate freezers are usually equipped with reciprocal or screw compressors and charged with synthetic (R-22, R-404A, R-507) or natural (ammonia, carbon dioxide) refrigerants.
Air blast freezers
Air blast freezers freeze fish and seafood with a circulating stream of cold air which takes more time than any contact freezing but prevents the product from deformation.
In the fishing industry several types of air blast freezers are used:
- a blast freezing chamber is an enclosure of interlocked sandwich panels with doors on the opposite sides to move the product through. Fish to be frozen is placed on backed wire-mesh pans that slide into racks blown by the stream of cold air fed from above.
- a spiral freezer is a spiral belt conveyor cooled by a low-temperature refrigeration plant with reciprocal or screw compressors, air-cooled condensers, and shock-frosters. The product on the conveyor moving bottom-up is blasted by cold air at -35 … -45°С, and from the top is fed into a bunker or subconveyor.
- a tunnel blast freezer is a cooling tunnel with trucks or a belt conveyor moving through with the product blasted by cold air. Tunnel freezers operate in a batch or continuous process, and it takes about 45–60 minutes to freeze a batch.
Air blast freezers are usually customized and equipped with reciprocating and screw compressors with synthetic (R-22, R-404A, R-507, etc.) and natural (ammonia, carbon dioxide) refrigerants.
Fish glazing machine
Glazing is applying a thin coating of ice to already frozen fish to prevent dehydration.
Frozen fish in blocks or individually is submerged in cooled water at +1 … +2°С or is sprayed by water and then frozen again.
At large onshore fish glazing lines with a capacity of several tons per hour, water is cooled by chillers.
Both spraying and submerging glazing machines capable of processing 500–800 kg/h are equipped with built-in chillers with a refrigeration capacity of several kilowatts.
Cold rooms and stores
Cold rooms and stores may cover production, distribution, and dockyard (for short-term storage) needs.
- Production cold stores are used for cooling, freezing, and storage of the product at food facilities.
- Distribution cold stores are used for short-term storage of the product before supply to points of sale.
- Refrigerators for short storage at dockyards serve as transshipment points during transportation and are usually located near transportation routes.
Frozen fish is stored in rooms isolated from external heat and equipped to maintain a constant temperature.
Room walls are made of sandwich panels of various thicknesses depending on the temperature requirements. Door design depends on applied loading and unloading technology.
To maintain temperature, compressor receiver units are used with air-coolers installed inside and air-cooled condensers outside.
Dismountable rooms may be refrigerated by packaged units with a compression-condensation unit and air cooler in the same enclosure. The packaged unit is built in the sidewall of the room with the air cooler located inside, and the compression-condensation unit outside.
Up-to-date approaches to improving the energy efficiency of equipment
To improve the safety, capacity, and energy efficiency of new and existing onshore and onboard refrigeration plants several approaches are applied:
- strict observance of safety requirements at all stages from design to disposal;
- conversion to natural refrigerants (ammonia, carbon dioxide, etc.), reduction of refrigerant charge and leakage prevention;
- use of modern technical solutions (switched motors, hot gas defrost, variable speed drives, heat exchangers of the new generation);
- use of reliable high-quality parts ensuring failure-free operation during the whole life cycle.
As an energy efficiency indicator of refrigeration plants, coefficient of performance is used, i.e. a ratio of refrigeration capacity to consumed energy.
Natural refrigerants
Ammonia
Ammonia (R-717) systems, including heat pumps for air and water heating, consume much less electrical energy than HCFC and HFC systems. Additional reduction of energy consumption of ammonia systems is reached through optimized condensing and evaporating temperatures, multi-stage compression, inverter speed control of compressors, pumps, and fans of heat exchangers.
Ammonia is widely used in industrial refrigeration equipment. Up-to-date ammonia systems feature excellent leak-tightness; besides, ammonia leakages are easily detected due to strong odor. According to experts, the annual leakage rate for ammonia systems does not exceed 2% while for HFC systems may reach 30%.
Carbon dioxide (CO2, R-744)
In a cold and moderate climate other factors being equal, energy efficiency of carbon dioxide (CO2, R-744) systems may be 30% higher than that of similar HFC systems.
Hydrocarbon refrigerants
By their thermodynamic properties, hydrocarbons are close to widely used synthetic refrigerants (HFC, HCFC) and compatible with the same materials and lubricants. Another advantage of hydrocarbons is that they are natural refrigerants with zero ozone-depleting potential and extremely low global warming potential. Their only disadvantage is flammability at high temperatures in the presence of air, so safety standards must be strictly complied with during the design, maintenance, and operation of hydrocarbon systems and personnel should be trained properly.
Examples of refrigeration systems that use natural refrigerants
R-717 pump refrigeration system
In these systems saturated vapor is fed to the compressor suction line instead of superheated vapor, which improves the efficiency of the compressor. Such systems feature a higher performance of the evaporator because all the heat transfer surface is used for refrigeration, unlike direct evaporation systems where part of the surface is used to superheat the vapor.
The liquid-vapor mixture enters the liquid separator serving as a circulation receiver and separates into liquid and gas. Then liquid refrigerant is pumped into the evaporator where part of it vaporizes and the generated liquid-vapor mixture returns to the separator. The compressor passes the sucked gas into the condenser.
Cascade direct evaporation system
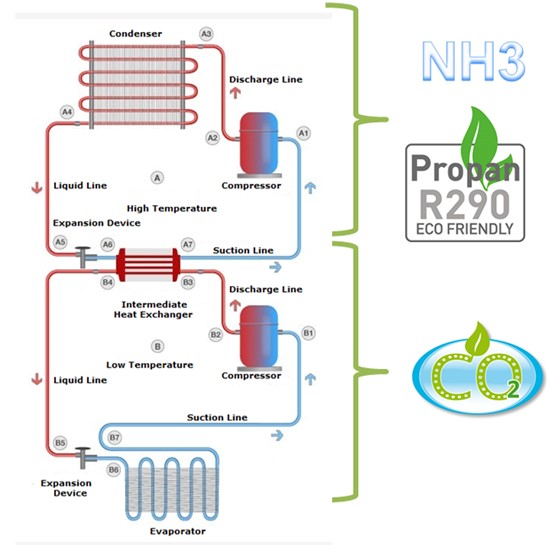
The plant is designed as two cascade refrigeration cycles with different refrigerants: ammonia (R-717) or propane (R-290) as a primary refrigerant in the high-temperature cycle, and carbon dioxide (R-744) as a secondary refrigerant in the low-temperature.
The high-temperature side refrigerates both the condenser of the low-temperature cycle and CO2 for low-temperature consumers. The high-temperature condenser is cooled by atmospheric air.
After cooling in the low-temperature cycle, the refrigerant is pumped from the receiver to the consumers. The low-temperature side of the cascade is in the subcritical cycle.
Cascade indirect refrigeration system
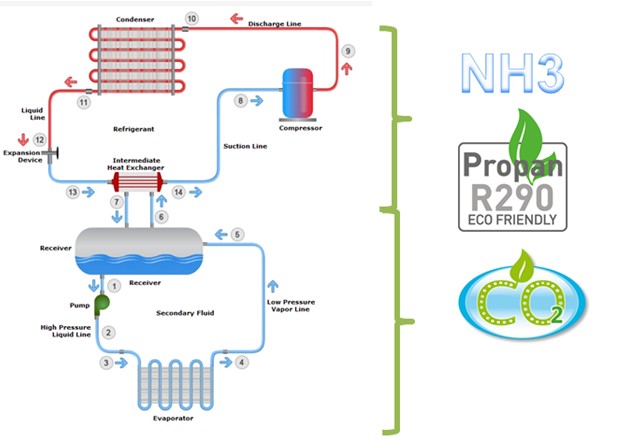
The chiller cools the secondary refrigerant before it is pumped to consumers.
Ammonia (R-717) and propane (R-290) are used as a chiller refrigerant, and carbon dioxide (R-744) is used as a secondary refrigerant.
Separate circuits for refrigerants and secondary refrigerants are provided at each temperature level. Condensers are of air-cooled type.
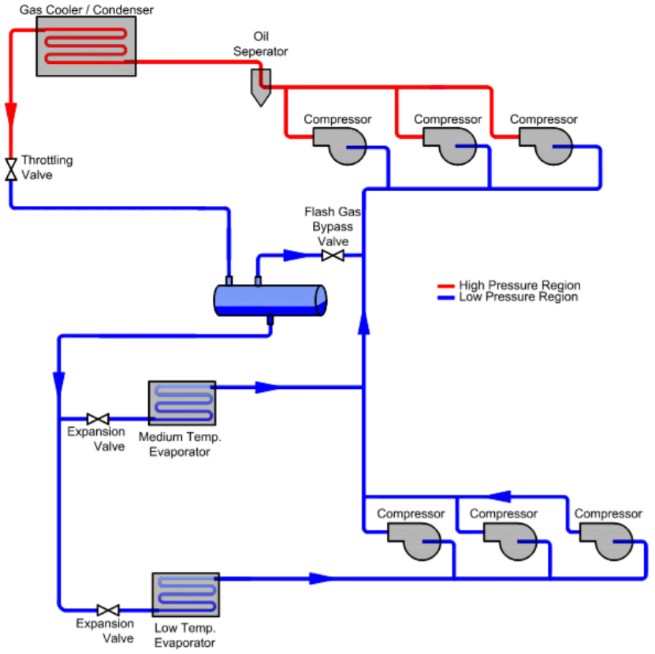
CO2 transcritical booster system
In a transcritical cycle, refrigerant does not condense because heat is removed above the critical point, so the condenser is replaced with the gas cooler.
The booster means that the refrigerant (CO2) is compressed at two stages. The low-temperature compressor discharges the refrigerant to the suction port of the medium-temperature compressor via an intercooler.
Transcritical booster systems provide consumers with low-, medium- and high-temperature refrigeration and are especially efficient in a moderate and cold climate. To improve their efficiency, especially in a warm climate, heat recovery, parallel compression, minimization of the gas cooler temperature through evaporative cooling, etc.
Technology solutions
Condenser
- Minimization of the condenser temperature difference from 15К to 10К in a warm season may lead to the reduction of energy consumption by 10–15%.
- Minimization of condenser pipe diameter significantly reduces the internal volume and material consumption of a heat exchanger. Pipes can be made of stainless steel with improved corrosion properties, and aluminum fins are coated by epoxy or a special material.
- Water sprinkling systems and adiabatic precoolers also improve the efficiency of condensers.
- Electronically commutated motors (EC-motors) with permanent magnets and variable speed control may reduce condenser energy consumption by 87%.
- Microgrooves on the pipe inner surface expand the energy conduction surface with the same dimensions of the heat exchanger.
Evaporator
- At hot gas defrost, which significantly improves energy efficiency and safety of a refrigeration system, refrigerant vapor from the discharge line after the oil separator passes the flow path and defrosts the evaporator. While passing the air-cooler, the refrigerant vapor cools and condenses with the release of condensation heat potential and removal of the condensed liquid-gas mixture from the evaporator.
Valve stations
- Valve stations effectively reduce the risk of refrigerant leakage through minimization of a number of welded connections, improve energy efficiency through less pressure loss, simplify and accelerate design and installation of refrigeration systems.